Um molde de injeção plástica é um instrumento de produção projetado para reproduzir centenas de milhares de peças idênticas com tolerâncias dimensionais previsíveis ao longo de anos. Cada decisão tomada durante sua construção, desde a escolha do aço até o acabamento de uma única cavidade, fica registrada em todas as peças que aquele molde virá a produzir. Por isso, a construção de um molde não é um trabalho de fabricação convencional: é um exercício de engenharia, usinagem de alta precisão e ajuste manual refinado, cujo resultado determina indicadores industriais críticos como tempo de ciclo, índice de refugo, vida útil em ciclos e qualidade superficial da peça final. Este artigo apresenta o caminho completo de construção de um molde de injeção, das primeiras análises do desenho da peça até a saída da primeira peça aprovada do tryout, com a nomenclatura técnica utilizada por ferramenteiros experientes e os critérios que orientam as decisões em cada etapa.
O que define a qualidade de um molde de injeção
A qualidade de um molde de injeção plástica não é uma propriedade isolada do ferramental. Ela é uma relação técnica entre três variáveis interdependentes: o molde em si, a peça plástica que se deseja produzir e o processo de injeção que conectará os dois ao longo dos anos. Tratar essas variáveis separadamente é a causa mais comum de moldes problemáticos, que travam linhas de injeção, geram refugo elevado ou exigem manutenção corretiva frequente.
Um molde tecnicamente bem construído cumpre quatro funções simultâneas: forma a peça com fidelidade dimensional, controla o resfriamento do plástico de modo equilibrado, expulsa a peça acabada sem deformação e suporta milhares de ciclos sem perder precisão. Cada uma dessas funções depende de subsistemas projetados em conjunto, não de partes pensadas isoladamente.
A relação direta entre molde, peça e processo
O desenho da peça plástica impõe restrições inegociáveis ao molde. A geometria define onde o gate pode ser posicionado, a espessura de parede determina o tempo mínimo de ciclo, os ângulos de saída condicionam o sistema de extração e o material plástico escolhido afeta diretamente a seleção do aço. Quando o desenho da peça é congelado antes da concepção do molde, essas restrições viram parâmetros de projeto. Quando o desenho evolui em paralelo, o molde acaba acomodando compromissos técnicos que penalizam a peça final por toda a sua vida produtiva.
Antes de orçar qualquer projeto, a Ferri analisa o desenho da peça em quatro frentes técnicas: viabilidade de injeção, número economicamente justificado de cavidades, complexidade do sistema de extração e nível de acabamento exigido nas regiões críticas. Esses critérios não são burocracia comercial. São o filtro técnico que separa projetos cuja construção entregará exatamente o que o cliente espera daqueles que demandam ajustes prévios ao desenho da peça para evitar problemas previsíveis na injeção.
Os critérios pelos quais a Ferri avalia um projeto antes de orçar
Cinco perguntas técnicas precedem qualquer estimativa de prazo e custo:
- Qual a tiragem total prevista para a vida do molde? O número de ciclos esperado define diretamente o tipo de aço, o tratamento térmico e o investimento em sistemas auxiliares.
- Qual o material plástico que será injetado? Termoplásticos com cargas abrasivas, como ABS reforçado com fibra de vidro ou poliamidas carregadas, exigem aços de maior dureza HRC e podem demandar inserções específicas.
- Quais são as tolerâncias dimensionais críticas da peça? Cotas funcionais com tolerâncias estreitas obrigam o molde a ser usinado em padrões mais rigorosos e impactam o ajuste de fechamento.
- Existem regiões cosméticas visíveis no produto final? Superfícies aparentes, especialmente em peças automotivas e de consumo, demandam polimento óptico ou texturização específica.
- Qual o tempo de ciclo-alvo? Tempos agressivos exigem projeto de refrigeração mais sofisticado, com canais conformais ou bafflers em regiões críticas.
Projeto, aço e sistemas internos do molde
Concluída a análise técnica preliminar, inicia-se o projeto do molde propriamente dito. Esta fase, conduzida em ambiente CAD tridimensional, define a arquitetura completa do ferramental: número de cavidades, layout do sistema de alimentação, geometria dos canais de refrigeração, posicionamento dos pinos extratores, dimensão dos blocos, sistema de guiamento e tipo de fechamento. Cada decisão tomada nesta etapa define o que será usinado posteriormente, e correções após o início da usinagem custam tempo e material de forma desproporcional.
Definição do número de cavidades
O número de cavidades é a primeira decisão econômica do projeto. Um molde de cavidade única tem custo de construção inferior, mas produz apenas uma peça por ciclo, com impacto direto sobre o custo unitário em produções de média e alta escala. Moldes multicavidades, com duas, quatro, oito ou dezesseis impressões, distribuem o custo inicial sobre mais peças por hora, mas exigem balanceamento rigoroso do sistema de alimentação e investimento maior em refrigeração equilibrada. A Ferri trabalha o cálculo do número ótimo de cavidades com base no volume anual, no preço-alvo da peça e na capacidade da injetora disponível no cliente, evitando tanto o subdimensionamento que encarece a produção quanto o sobredimensionamento que onera o investimento inicial sem retorno proporcional.
Sistema de alimentação: gate, sprue e runner
O plástico fundido percorre, dentro do molde, um caminho controlado entre o bico da injetora e cada cavidade. Esse caminho é composto por três elementos técnicos distintos. O sprue é o canal vertical inicial que recebe o plástico do bico da injetora. O runner é o canal de distribuição que conduz o plástico do sprue até cada cavidade, dimensionado para garantir que todas as impressões sejam preenchidas simultaneamente. O gate é o ponto final de entrada do plástico em cada cavidade, normalmente com seção reduzida para facilitar a separação posterior da peça do canal de alimentação.
O posicionamento do gate é uma das decisões de projeto com maior impacto visual e funcional na peça final. Gates mal posicionados geram linhas de solda visíveis, marcas residuais em superfícies cosméticas, empenamento por preenchimento desbalanceado e tensões internas que comprometem a resistência mecânica. Em moldes para peças técnicas, a Ferri valida o posicionamento de gates por análise de fluxo antes de aprovar o desenho final do molde, antecipando comportamentos que só apareceriam no primeiro tryout.
Canais de refrigeração e equilíbrio térmico
Os canais de refrigeração são o sistema circulatório do molde. Eles transportam um fluido refrigerante, normalmente água tratada ou solução de etilenoglicol, em circuitos paralelos próximos às superfícies da cavidade e do núcleo. A função do sistema é absorver o calor cedido pelo plástico durante o resfriamento e estabilizar a temperatura do molde dentro de uma faixa estreita ciclo após ciclo. Sem refrigeração equilibrada, regiões diferentes da peça resfriam em tempos diferentes, produzindo empenamento, marcas de afundamento e variação dimensional inaceitável.
O dimensionamento dos canais segue critérios técnicos relativos ao diâmetro do circuito, à velocidade do fluido, à temperatura de entrada e à distância entre o canal e a superfície moldante. Canais muito distantes da superfície da cavidade têm baixa eficácia de troca térmica. Canais excessivamente próximos comprometem a integridade estrutural do bloco e podem deformar sob a pressão de injeção. O projeto correto distribui os circuitos em malha equilibrada, com derivações dedicadas para regiões críticas como núcleos profundos, ilhas térmicas e postiços, garantindo que a temperatura do molde permaneça uniforme em todo o ciclo produtivo.
Sistema de extração
Após o resfriamento, a peça precisa ser separada do molde sem deformação, marcas residuais ou tensão. Essa função cabe ao sistema de extração, composto tipicamente por pinos extratores, placas extratoras, lâminas de extração ou ar comprimido, conforme a geometria. O posicionamento dos pinos exige equilíbrio entre eficácia de extração e ausência de marcas visíveis em superfícies cosméticas. Geometrias com regiões de contra-saída demandam mecanismos adicionais, como gavetas laterais ou lifters, que se movem em sincronia com a abertura do molde para liberar áreas que de outro modo prenderiam a peça.
O curso de extração, a força aplicada por pino, a distribuição espacial e o material dos pinos são variáveis dimensionadas em projeto conforme o peso da peça, sua geometria e o tipo de plástico injetado. Plásticos rígidos exigem menor força total mas distribuição mais uniforme, evitando deformações pontuais. Plásticos flexíveis tendem a aderir mais ao molde e demandam sistemas de extração progressivos, em que diferentes regiões da peça são liberadas em sequência. Em moldes com geometrias complexas, o sistema de extração é a parte do projeto que mais frequentemente recebe ajustes durante o tryout, pois o comportamento real só é plenamente verificável sob carga térmica e mecânica reais.
A escolha do aço — critério técnico de durabilidade
A seleção do aço da cavidade e do núcleo é uma das decisões técnicas mais determinantes da vida útil do molde. Aços diferentes oferecem combinações distintas de dureza HRC, tenacidade, usinabilidade, capacidade de polimento e resistência ao desgaste. Não existe um aço universalmente melhor: existe o aço adequado para cada perfil de aplicação, tiragem prevista e tipo de plástico injetado.
| Aço | Dureza HRC | Vida útil estimada | Aplicação típica |
|---|---|---|---|
| P20 pré-tratado | 28 a 32 HRC | até 500.000 ciclos | Padrão de mercado para moldes de média tiragem em termoplásticos sem carga |
| H13 | 48 a 54 HRC | 1 a 2 milhões de ciclos | Alta tiragem, plásticos com carga abrasiva (PA com fibra, ABS reforçado) |
| 420 inox | 48 a 52 HRC | 500.000 a 1 milhão de ciclos | Aplicações médicas, óticas e plásticos corrosivos (PVC, POM) |
| NAK80 | 37 a 43 HRC | até 1 milhão de ciclos | Cavidades de alto polimento e regiões cosméticas espelhadas |
Aço P20: o padrão de mercado
O P20 é o aço de uso mais frequente em moldes de injeção convencionais. Fornecido pré-tratado entre 28 e 32 HRC, dispensa novo tratamento térmico após a usinagem, o que reduz prazos e o risco de distorção dimensional. Oferece boa usinabilidade, capacidade adequada de polimento e durabilidade compatível com tiragens de até quinhentos mil ciclos em termoplásticos sem cargas abrasivas. Para a maioria das peças de consumo, embalagens, componentes técnicos sem cargas e itens automotivos não estruturais, o P20 entrega a relação ótima entre custo e desempenho.
H13: injeção de materiais abrasivos e alta vida útil
Quando a tiragem ultrapassa um milhão de ciclos ou o plástico injetado contém cargas abrasivas como fibra de vidro, talco ou cargas minerais, o H13 substitui o P20 como aço de cavidade. Tratado termicamente entre 48 e 54 HRC, o H13 oferece resistência ao desgaste muito superior, em troca de maior dificuldade de usinagem e necessidade de eletroerosão para regiões complexas. É o aço padrão em moldes para indústria automotiva de alto volume e em peças técnicas que exigem milhões de ciclos de produção.
420 inox e NAK80: aplicações especiais
O aço 420 inox combina dureza elevada com resistência à corrosão, sendo a escolha técnica obrigatória para moldes destinados à injeção de PVC, POM e outros plásticos que liberam gases corrosivos no processo. Também é o aço padrão em moldes para componentes médicos, onde a esterilização repetida com agentes químicos exigiria proteção anticorrosiva permanente. Já o NAK80 é um aço especial otimizado para polimento, com dureza intermediária e estrutura metalúrgica homogênea que permite acabamento espelhado. É utilizado em cavidades de peças cosméticas, lentes, carcaças visíveis e quaisquer regiões onde o acabamento óptico da peça injetada seja crítico.
Usinagem, polimento e ajuste final dos blocos
Concluído o projeto e adquiridos os blocos de aço nos dimensionais corretos, inicia-se a fase de usinagem. Esta é a etapa em que o molde, até então um modelo tridimensional em arquivo CAD, ganha forma física. A precisão da usinagem determina diretamente o ajuste das partes do molde, o acabamento das peças produzidas e a longevidade do ferramental sob carga cíclica.

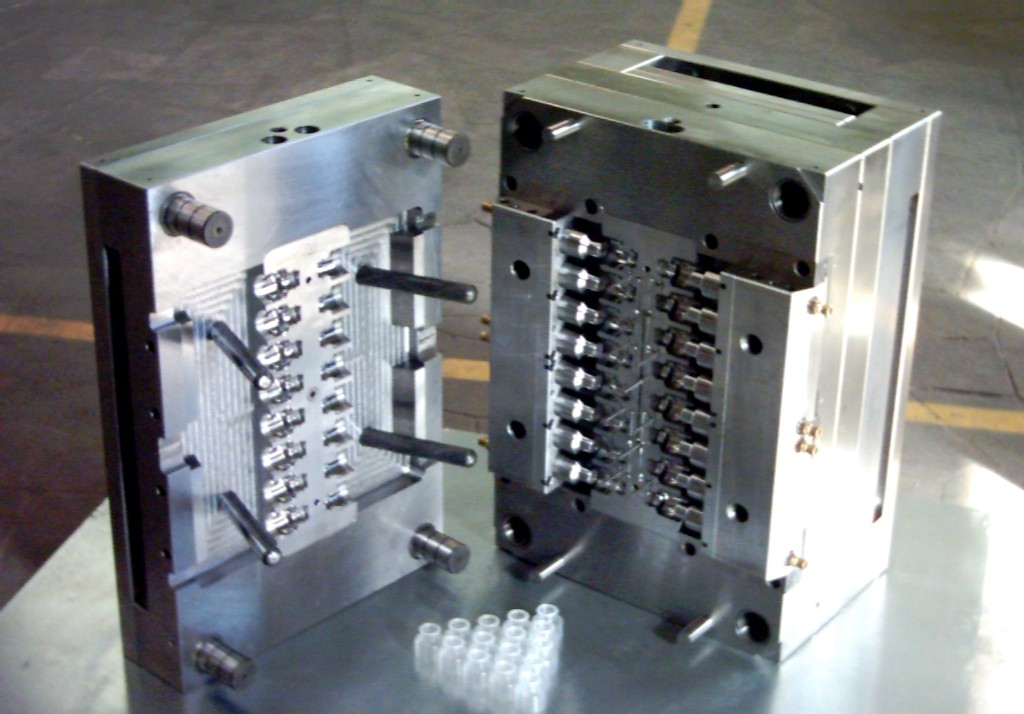
Núcleo e cavidade: fresamento de alta precisão e eletroerosão
A cavidade reproduz a geometria externa da peça, enquanto o núcleo, também chamado de macho, reproduz a geometria interna. Ambos os blocos são usinados em centros de usinagem CNC de três e cinco eixos, com ferramentas de corte específicas para cada material e cada região da geometria. Regiões com cantos vivos internos, cavidades profundas e estreitas ou detalhes geométricos inacessíveis às fresas convencionais são executadas por eletroerosão por penetração, em que um eletrodo de cobre ou grafite, usinado previamente com geometria espelhada, transfere a forma desejada ao bloco de aço por descargas elétricas controladas dentro de um fluido dielétrico.
Em moldes complexos, a usinagem de cavidade e núcleo soma centenas de horas de máquina, distribuídas em desbaste, semiacabamento e acabamento, com troca progressiva de ferramentas para cada nível de precisão. O sequenciamento correto dessas operações é o que determina se a geometria final ficará dentro da tolerância projetada ou se o bloco terá de ser retrabalhado em regiões críticas.
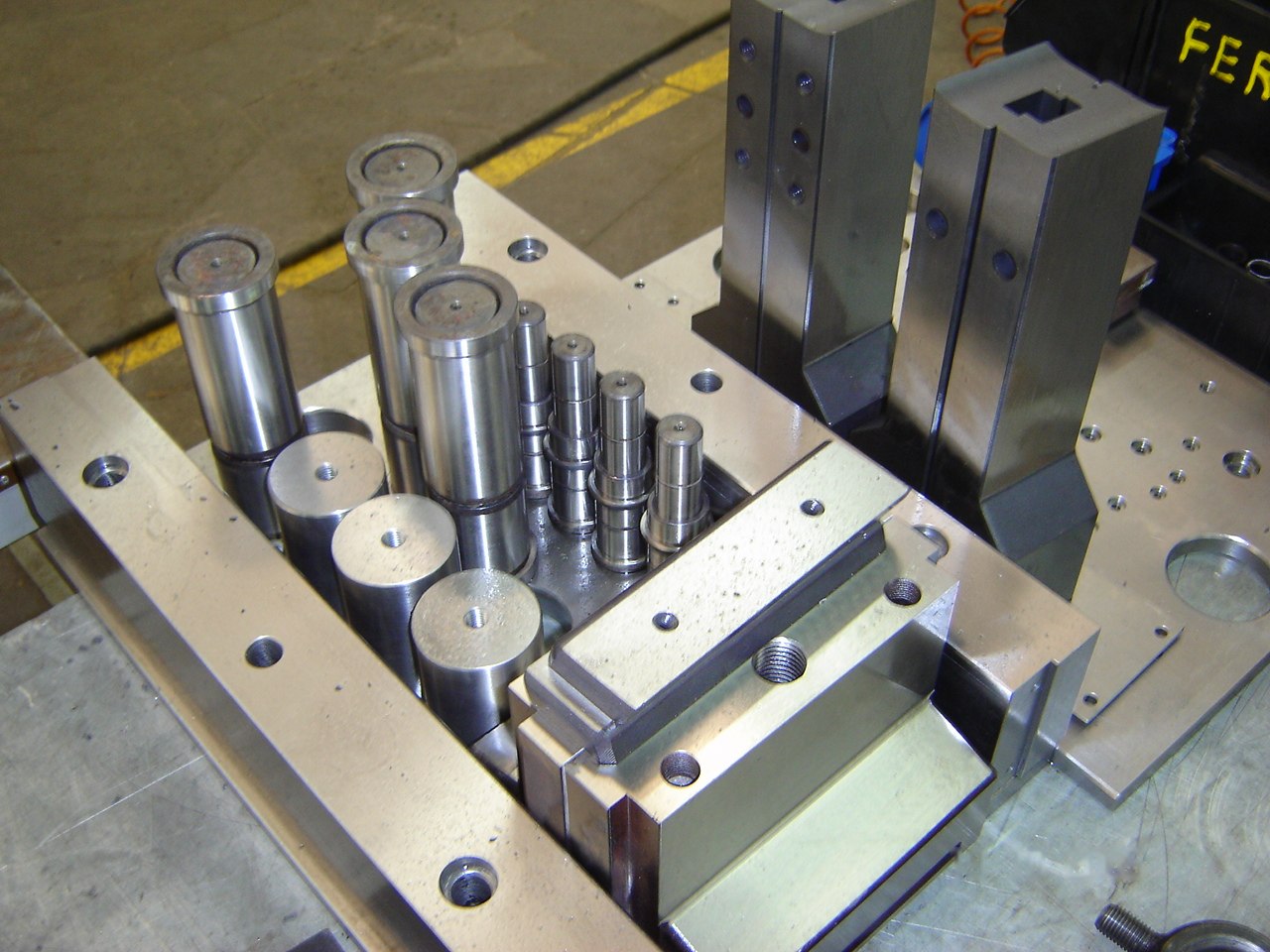
O papel da tolerância dimensional no encaixe das partes
Um molde de injeção é composto por dezenas de partes que devem encaixar-se em conjunto com precisão micrométrica. Pinos-guia, buchas, placas, postiços, gavetas e extratores trabalham em folgas controladas que garantem ao mesmo tempo alinhamento perfeito durante o fechamento e movimento livre sem prendimento durante a abertura. Tolerâncias dimensionais frouxas comprometem o alinhamento entre cavidade e núcleo, gerando rebarba na linha de fechamento. Tolerâncias excessivamente apertadas geram grimpagem, desgaste prematuro e travamento mecânico. O equilíbrio técnico entre os dois extremos é uma das marcas reconhecíveis de um ferramental bem construído.
Polimento e ajuste final: onde o capricho aparece
Após a usinagem, as superfícies internas da cavidade e do núcleo passam por polimento manual progressivo, com lixas e pastas abrasivas de granulometrias decrescentes, até atingirem o acabamento especificado em projeto. O polimento cumpre duas funções técnicas distintas. Primeiro, controla o acabamento superficial da peça plástica produzida: superfícies espelhadas exigem cavidades polidas em padrão óptico, enquanto texturas técnicas demandam acabamentos calibrados, posteriormente aplicados por jateamento ou texturização química. Segundo, o polimento das paredes do canal de extração reduz o atrito entre peça e molde no momento da extração, evitando marcas residuais e tensão na peça acabada.
O ajuste de fechamento e a busca pela ausência de rebarba
A linha de fechamento, onde cavidade e núcleo se encontram, é o ponto técnico mais sensível do molde. Qualquer folga superior a alguns centésimos de milímetro nesta interface gera rebarba, ou seja, plástico que escapa para fora do volume da peça e fica solidificado como uma fina aba indesejada. O ajuste de fechamento é executado manualmente pelo ferramenteiro, com tinta azul de Prússia ou similar, aplicada em uma das faces e transferida para a outra durante fechamentos sucessivos. Os pontos de contato revelados pela tinta indicam onde há excesso de material, removido com pedras abrasivas finas até que o contato cubra uniformemente toda a linha de fechamento. Este é o momento do projeto em que a experiência do ferramenteiro mais se manifesta, e em que se distingue um molde tecnicamente correto de um molde verdadeiramente caprichado.
Está desenvolvendo uma peça plástica?
Nossa equipe técnica analisa o desenho da sua peça e indica o projeto de molde mais adequado para a tiragem prevista.
Teste, primeiras peças e ajustes de processo
O tryout é o momento em que o molde, depois de semanas ou meses de construção, finalmente é instalado em uma injetora e produz suas primeiras peças. Esta etapa não é uma simples conferência: é um diagnóstico técnico estruturado que identifica desvios sutis entre o comportamento previsto em projeto e o comportamento real do molde em condições de produção. O primeiro tryout cumpre cinco objetivos técnicos: validar o preenchimento das cavidades, verificar o equilíbrio térmico entre regiões, confirmar a eficácia do sistema de extração, medir as cotas dimensionais da peça acabada e identificar pontos de melhoria no acabamento superficial. Ajustes nesta fase podem incluir reposicionamento de gates, correção de canais de refrigeração, refinamento do sistema de extração ou retoque de polimento em regiões críticas.
O tryout costuma exigir entre dois e cinco ciclos de teste e ajuste antes da aprovação técnica final. Cada ciclo envolve a produção de um lote experimental, a medição dimensional das peças, a análise visual de defeitos como linhas de solda, marcas de afundamento, rebarba, empenamento e marcas de extração, e o retorno do molde à ferramentaria para correções pontuais. Esse processo iterativo é o filtro que separa moldes prontos para produção daqueles que apenas pareciam prontos no banco de montagem. Para a Ferri, o tryout não é tratado como uma formalidade contratual: é a última oportunidade de garantir que o molde entregue, ao longo de toda a sua vida produtiva, a qualidade prometida no projeto inicial.
Quando todos os ajustes do tryout são incorporados, o molde entra em sua fase final de aprovação, na qual produz lotes-piloto sob parâmetros de processo congelados e gera as primeiras peças destinadas a inspeção dimensional e validação funcional pelo cliente. A aprovação dessas peças marca o encerramento técnico do projeto e o início da vida produtiva do molde, que passará a ser medido não mais pelo cuidado da construção, mas pela qualidade contínua das peças que entregará nos anos seguintes. É nesse intervalo, entre a primeira peça aprovada e a centésima milésima peça do mesmo molde, que o capricho da construção se converte em valor industrial permanente.
Construir um molde de injeção plástica é, em síntese, transformar um desenho de peça em um instrumento industrial duradouro, capaz de reproduzir essa peça com fidelidade durante centenas de milhares de ciclos. Cada decisão de projeto, cada escolha de aço, cada hora de usinagem e cada toque de polimento manual contribui para o resultado final em proporções que só se revelam plenamente quando o molde está em produção contínua. É por essa razão que a construção de moldes não é tratada na Ferri como uma operação industrial isolada, mas como um processo integrado de engenharia e fabricação técnica, em que a precisão de máquina e o capricho artesanal trabalham juntos do projeto à primeira peça.