A escolha entre torneamento e fresamento define muito mais do que a máquina onde a peça será produzida. Define o roteiro de fabricação, o número de setups, a estratégia de fixação, a sequência de tolerâncias acumuladas e, em última instância, o custo unitário e o tempo de entrega. Embora ambos os processos sejam classificados como usinagem por arranque de cavaco com geometria definida da ferramenta, suas cinemáticas são opostas e cada um produz uma família distinta de geometrias com nível próprio de precisão.
O engenheiro de projeto que decide pelo torneamento ou pelo fresamento está, na prática, decidindo como a peça vai existir fisicamente. Um eixo desenhado para ser torneado e furado radialmente em um setup é tecnicamente diferente do mesmo eixo desenhado para ser fresado em quatro fixações sucessivas, mesmo que o resultado dimensional final pareça idêntico no desenho. A diferença aparece no acúmulo de tolerâncias, na repetibilidade entre lotes e no preço.
Torneamento — princípio, cinemática e geometrias produzidas
O torneamento é o processo de usinagem mais antigo entre os mecanizados modernos e, do ponto de vista cinemático, o mais simples. A peça executa o movimento de corte por meio de rotação em torno de um eixo, enquanto a ferramenta — geralmente monocortante com pastilha intercambiável de metal duro — executa o movimento de avanço linear paralelo ou perpendicular a esse eixo. Toda a geometria gerada é, por consequência, uma superfície de revolução.
Essa simplicidade cinemática é a fonte da precisão característica do processo. Como o diâmetro depende exclusivamente da posição radial da ferramenta em relação ao eixo de rotação da árvore, e como o movimento principal é contínuo e estável, o torneamento entrega circularidade, concentricidade e acabamento superficial que dificilmente são igualados por outros processos sem operação adicional de retífica.
Como o torno trabalha — a peça gira, a ferramenta corta
No torno CNC convencional de dois eixos, a peça é fixada na placa de três castanhas ou pinça de mola, e o contraponto, quando presente, sustenta a extremidade oposta para reduzir flecha em peças longas. A árvore principal aciona a rotação da peça com velocidade de corte definida pelo material e pela pastilha, tipicamente entre 80 m/min para aço-carbono com ferramenta de aço-rápido e mais de 400 m/min para alumínio com pastilha revestida. A ferramenta movimenta-se nos eixos X — direção radial — e Z — direção paralela ao eixo de rotação.
A parametrização envolve três variáveis acopladas: velocidade de corte, avanço por rotação e profundidade de corte. A combinação correta dessas três variáveis determina a temperatura na aresta de corte, a geometria do cavaco, a vida útil da pastilha e o acabamento superficial. Tornos com cabeçote móvel — torno suíço — adicionam um buchamento próximo da ferramenta que praticamente elimina a flecha, permitindo usinar diâmetros pequenos com relação comprimento-diâmetro elevada.
Operações cobertas — externo, interno, faceamento, sangramento, roscamento
O torneamento abrange uma família ampla de operações que cobrem praticamente todas as superfícies de revolução de uma peça. As principais são:
- Torneamento externo — geração de diâmetros externos, cônicos, raios e perfis revolucionários, executados com pastilha externa positiva ou negativa segundo o material.
- Torneamento interno — usinagem de furos cilíndricos ou cônicos a partir de furo prévio executado por broca, com barra de mandrilar adequada ao comprimento.
- Faceamento — geração de superfícies planas perpendiculares ao eixo de rotação, usadas como referência primária para etapas subsequentes.
- Sangramento e bedame — corte de canais ou separação completa da peça do tarugo bruto, com ferramenta dedicada de geometria estreita.
- Roscamento — geração de roscas externas ou internas por interpolação sincronizada entre rotação e avanço, com pastilha de perfil métrico, UN ou trapezoidal.
Faixas de tolerância e acabamento típicas
Em condições normais de torneamento de acabamento com pastilha em bom estado, refrigeração estável e fixação rígida, os valores esperados ficam entre IT6 e IT7 em diâmetros, com circularidade abaixo de 0,01 mm e rugosidade Ra entre 0,8 e 1,6 micrometros. Operações de torneamento fino com pastilha wiper e baixo avanço chegam a Ra 0,4 micrometros e dispensam retífica em muitos casos. Para tolerâncias mais estreitas — IT5, IT4 — a retífica cilíndrica continua sendo o padrão da indústria.
A relação entre comprimento e diâmetro da peça também impõe limite prático. Peças com relação L/D acima de oito tendem a fletir sob o esforço de corte, exigindo contraponto, luneta fixa ou luneta seguidora para manter a circularidade dentro da tolerância. Em tornos suíços essa relação pode ultrapassar vinte sem perda significativa de precisão, justamente porque o buchamento sustenta o material muito próximo da aresta de corte.
Fresamento — princípio, tipos e geometrias produzidas
O fresamento inverte a cinemática do torneamento. Aqui a ferramenta — multicortante, com várias arestas dispostas simetricamente em torno de um eixo — executa o movimento de corte por rotação, enquanto a peça, fixa à mesa, executa o movimento de avanço. Essa inversão amplia drasticamente o repertório de geometrias acessíveis e introduz simultaneamente uma classe nova de desafios técnicos relacionados à interrupção do corte.
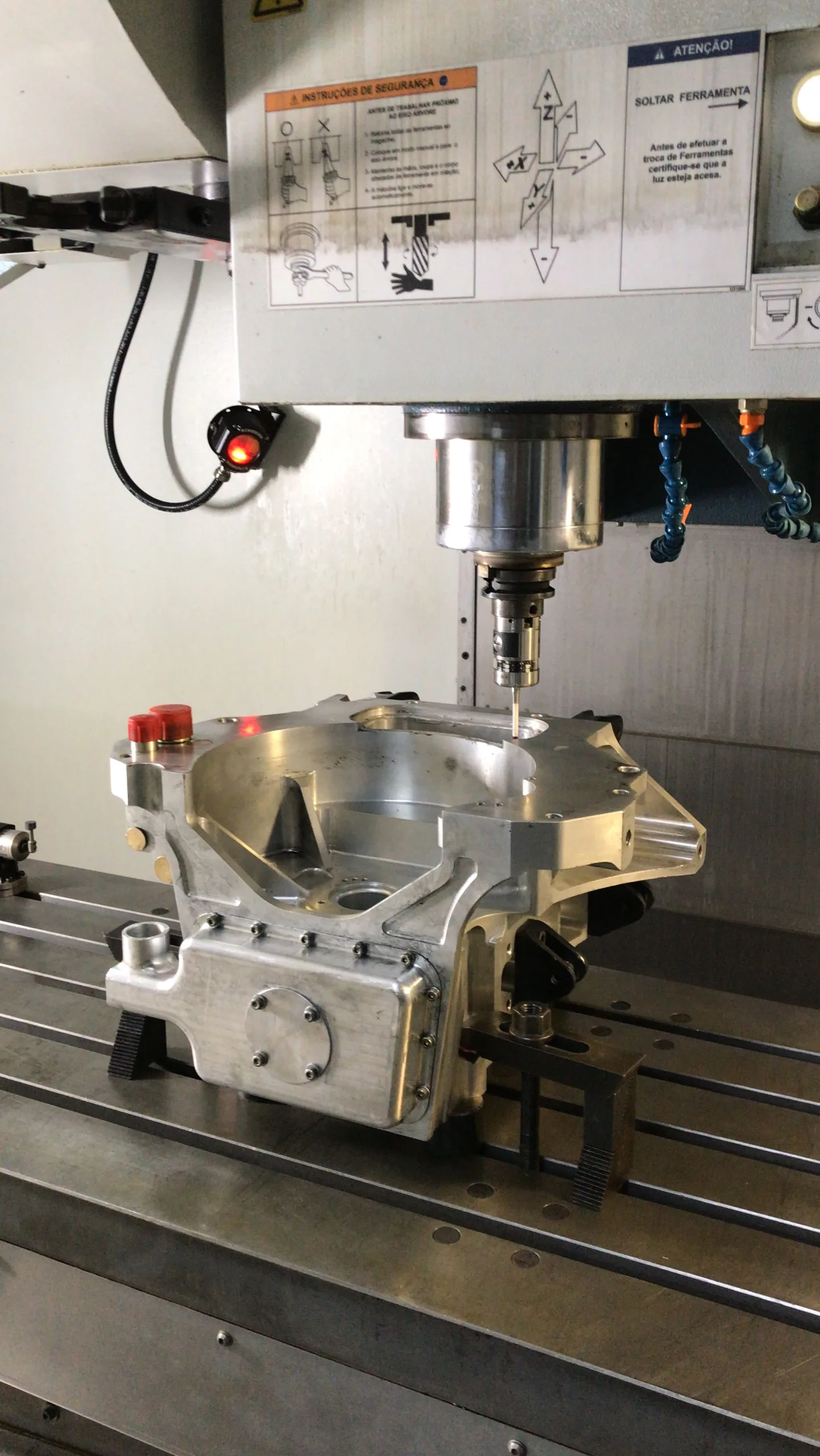
Como a fresa trabalha — ferramenta rotativa, peça fixa
Em um centro de usinagem vertical típico, a peça é fixada por morsa, dispositivo dedicado ou prensa pneumática sobre a mesa, e a fresa é montada no fuso por meio de cone ISO ou HSK. A árvore aciona a rotação da fresa com velocidades que variam de 1.500 a 12.000 rpm em centros convencionais, podendo ultrapassar 30.000 rpm em fusos de alta rotação para acabamento em alumínio.
O corte é por natureza interrompido — cada dente da fresa entra e sai do material em cada rotação, gerando impactos cíclicos sobre a aresta. Isso impõe exigências mecânicas e térmicas distintas das do torneamento contínuo, e justifica a geometria positiva-negativa específica das pastilhas para fresamento, a escolha de revestimentos com maior tenacidade e a parametrização cuidadosa da espessura média de cavaco.
Fresamento frontal, periférico e de topo
As estratégias de fresamento agrupam-se em três famílias principais, definidas pela parte ativa da fresa que executa o corte:
- Fresamento frontal — a face inferior da fresa, com pastilhas dispostas perpendiculares ao eixo, gera superfícies planas amplas com alta taxa de remoção. É o método padrão para faceamento de blocos.
- Fresamento periférico — as arestas laterais da fresa geram contornos, paredes verticais e rasgos profundos. A fresa de topo é a ferramenta-chave aqui, com diâmetros típicos entre 3 e 32 milímetros para a maioria das aplicações.
- Fresamento de topo combinado — fresas de topo modernas trabalham simultaneamente com a face e a periferia, executando rampas, contornos 3D e cavidades em uma única ferramenta com estratégia de hélice contínua ou trocoidal.
Geometrias acessíveis e limites do processo
O fresamento gera planos, rasgos retos e curvos, furos por interpolação helicoidal, roscas internas por fresa de rosca, contornos 2D, cavidades 3D, superfícies esculpidas em moldes e matrizes. Com quarto e quinto eixos, acessa geometrias inclinadas e superfícies que de outro modo exigiriam múltiplas fixações. Os limites do processo aparecem em furos longos de pequeno diâmetro — onde a broca específica é mais eficiente — e em peças longas de seção pequena onde a flexão da fresa compromete a tolerância.
A relação entre comprimento ativo e diâmetro da fresa de topo merece atenção especial. Para fresas com balanço acima de quatro vezes o diâmetro, a deflexão lateral cresce de forma desproporcional e o acabamento das paredes verticais perde qualidade. Estratégias modernas — fresamento trocoidal, hélice com baixo engajamento radial e alto engajamento axial — permitem usinar cavidades profundas mantendo a deflexão dentro de limites aceitáveis, mas exigem programação cuidadosa do CAM.
Critérios de escolha pelo formato da peça
A primeira pergunta diante de um desenho técnico é geométrica. Quais superfícies da peça são de revolução e quais não são? Essa única classificação resolve a maioria das decisões de processo antes mesmo de considerar tolerância, material ou volume.
Quando o torneamento é o processo natural
Peças cuja geometria principal é uma superfície de revolução — eixos lisos, eixos escalonados, buchas, anéis, polias sem rasgos, parafusos com cabeça sem sextavado, pinos de centragem, casquilhos — pertencem ao domínio natural do torneamento. Mesmo quando essas peças exigem furo central, o furo é executado no próprio torno com broca montada na torre, sem mudança de setup. A regra empírica é: se mais de 80% das superfícies da peça são de revolução, comece pelo torno.
Quando o fresamento se impõe
Peças prismáticas — placas, blocos, cabeçotes, suportes, dispositivos, bases de fixação, carcaças, gabaritos — não admitem outra rota além do fresamento. Mesmo elementos arredondados em peças prismáticas, como cantos com raio, são gerados por interpolação da fresa, não por uma ferramenta de forma. A regra empírica espelha a anterior: se mais de 80% das superfícies não são de revolução, o caminho é o centro de usinagem.
Peças que exigem os dois processos
Aqui mora a maior parte da fabricação técnica real. Eixos com rasgo de chaveta, flanges com padrão circular de furos passantes, pinos com sextavado interno na cabeça, hastes com plano fresado para chave de boca, casquilhos com furo radial transversal — todos combinam corpo cilíndrico e features prismáticas no mesmo componente. O caminho clássico envolve duas máquinas e duas fixações; o caminho moderno envolve uma máquina e uma fixação, no centro multitarefa.
A decisão de qual processo executar primeiro depende do desenho de tolerância. Quando a referência primária da peça é uma superfície cilíndrica — eixos de motor, eixos de redutor, pinos de articulação — começa-se pelo torno e a referência torneada é preservada na fixação subsequente do fresamento. Quando a referência primária é uma face plana ou um padrão de furos — flanges de fixação, bases ranhuradas — inverte-se a ordem. Esse princípio simples evita o erro mais comum em peças mistas: medir a peça em uma referência que foi gerada depois da feature crítica.
Critérios de escolha por tolerância e acabamento
Depois de resolvida a questão geométrica, o segundo filtro técnico é a faixa de tolerância exigida pelo desenho. Diferentes superfícies da mesma peça frequentemente apresentam exigências de precisão completamente distintas, e o cruzamento entre geometria e tolerância define o roteiro final.
Tolerâncias dimensionais — o que esperar de cada processo
Para diâmetros gerados por torneamento, o processo entrega IT6 a IT7 sem retífica, com circularidade típica entre 0,005 e 0,015 milímetros. Para superfícies prismáticas geradas por fresamento, espere IT7 a IT8 em paralelismo, perpendicularidade e planicidade, com tolerância dimensional dependente fortemente da rigidez do conjunto fixação-ferramenta. Para furos, a furação por broca entrega IT11; o mandrilamento ou alargamento corrige para IT7 a IT8; a interpolação helicoidal por fresa entrega IT8 a IT9 com vantagem de não exigir troca de ferramenta.
A tabela abaixo consolida os critérios de escolha por geometria, processo e faixa de precisão esperada em condições normais de operação.
| Geometria da peça | Processo recomendado | Tolerância típica | Ra atingível |
|---|---|---|---|
| Cilíndrica simples (eixo liso, bucha) | Torneamento | IT6 a IT7 | 0,8 a 1,6 µm |
| Cilíndrica com features fresadas (eixo com chaveta) | Torneamento + Fresamento | IT6 cilindro / IT8 chaveta | 1,6 µm cilindro / 3,2 µm chaveta |
| Prismática (bloco, placa, suporte) | Fresamento | IT7 a IT8 | 1,6 a 3,2 µm |
| Complexa 3D (molde, matriz, escultura) | Fresamento 3 e 5 eixos | IT8 a IT9 | 0,8 a 3,2 µm conforme estratégia |
Acabamento superficial — relação direta com o processo escolhido
O acabamento superficial é função da geometria do flanco de saída da ferramenta, do avanço por revolução ou por dente e da velocidade de corte. No torneamento, o avanço por rotação determina diretamente as cristas geométricas deixadas pela pastilha; pastilhas wiper permitem dobrar o avanço mantendo o mesmo Ra. No fresamento, o avanço por dente cumpre o mesmo papel, e o número de dentes ativos atuando simultaneamente sobre a peça define a estabilidade do corte.
Em geral, torneamento de acabamento entrega Ra mais baixo do que fresamento de acabamento para o mesmo tempo de máquina, simplesmente porque o corte é contínuo. Quando o desenho exige Ra abaixo de 0,4 micrometros em superfície fresada, a estratégia envolve fresa de raio amplo com passo lateral muito pequeno — tempo de máquina elevado — ou operação subsequente de retífica ou polimento.
Tem uma peça com geometria mista?
Avaliamos seu desenho e sugerimos o caminho de fabricação com menor número de setups e maior precisão.
A tendência da combinação — centros multitarefa e a unificação de setups
A linha entre torneamento e fresamento, historicamente nítida no chão de fábrica, dissolveu-se nas últimas duas décadas. Centros multitarefa — também chamados turning centers com ferramentas motorizadas, mill-turn machines ou centros de torno-fresamento — combinam árvore principal de torneamento, torre revolver com ferramentas rotativas, contraárvore para troca de fixação automática e, frequentemente, fuso de fresamento independente com eixo Y e B controlados pelo CNC.
Em uma máquina assim, um eixo com diâmetros torneados, rasgos de chaveta fresados, furos radiais perpendiculares ao eixo e rosca métrica externa sai pronto em um único ciclo, sem transferência entre máquinas. A vantagem técnica direta é a eliminação de erros de fixação acumulados: cada nova pegada de morsa ou placa introduz dezenas de micrometros de erro de concentricidade ou paralelismo, e em peças de precisão esses erros se somam até inviabilizar o roteiro tradicional.
A vantagem econômica acompanha a técnica. Em lotes pequenos típicos da fabricação técnica refinada — dispositivos, gabaritos, ferramentas-padrão, peças de reposição sob desenho — o setup representa fração desproporcional do custo unitário. Cortar de quatro setups para um setup reduz tempo morto de máquina, libera operador para outras tarefas e reduz o lead-time da peça em frações que vão de 30 a 60 por cento, conforme a complexidade.
Para o engenheiro de projeto, a consequência prática é desenhar pensando no roteiro. Uma feature secundária colocada no plano errado pode forçar uma transferência adicional entre máquinas; um chanfro especificado de forma incompatível com a sequência de ferramentas pode dobrar o tempo de programa. A conversa entre projeto e fabricação no início do desenvolvimento — não no orçamento, não no chão — é o que separa peças baratas de peças caras com o mesmo desenho aparente. A Ferri trabalha desse jeito: o desenho entra, a engenharia avalia, o roteiro mais curto é proposto, a peça sai com o capricho de quem sabe que cada setup é uma chance a menos de errar.